首頁
Home-
關于盛仕達
about us -
產品中心
products -
銷售與服務
sale&service -
新聞資訊
News Center 聯系我們
Contact Us服務咨詢電話
158-7483-8202


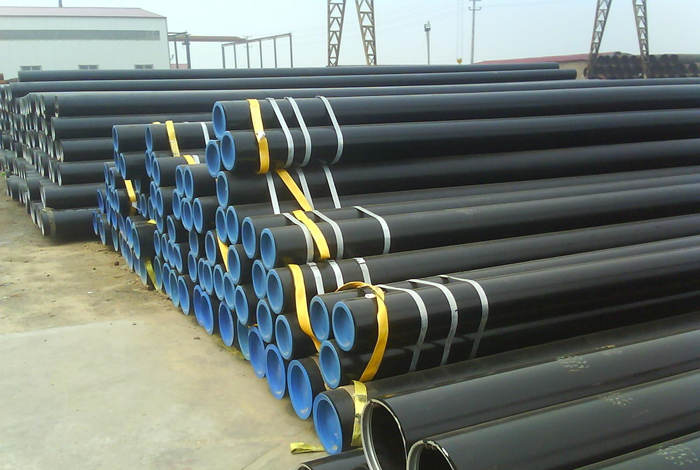
直縫埋弧焊和螺旋埋弧焊鋼管是鋼管制造領域中兩種重要的焊接技術,它們在材料冶金性能、焊接工藝、強度特點及應用范圍等方面存在著顯著的差異。
材料冶金性能的比較
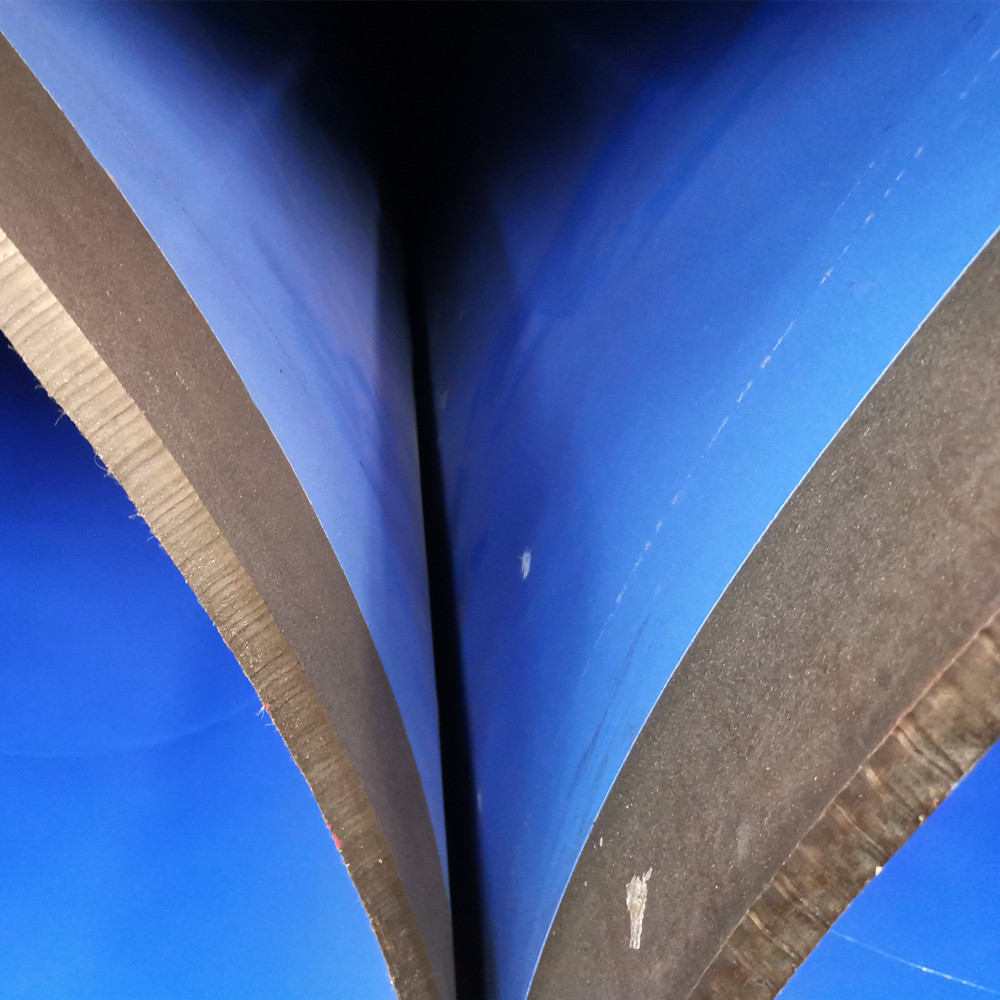
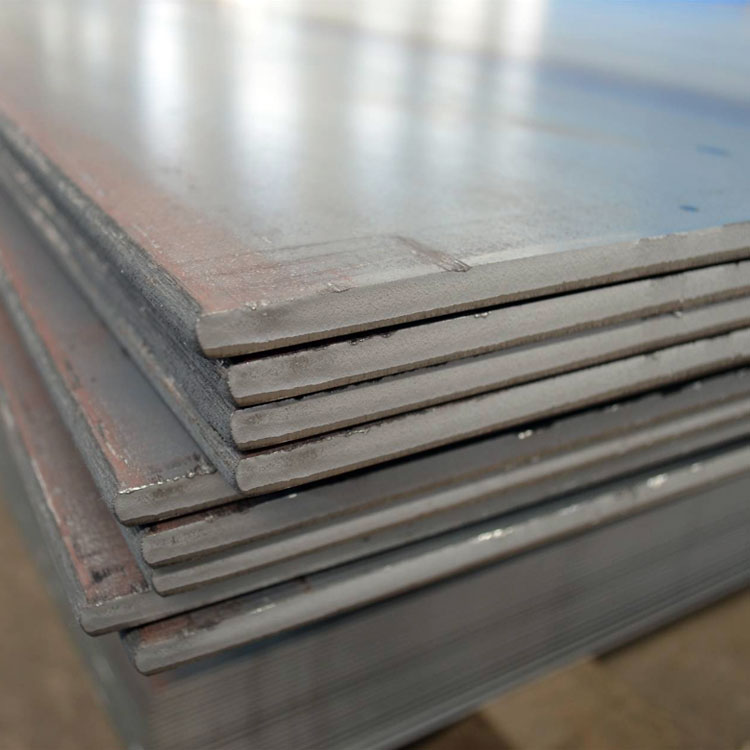
直縫埋弧焊鋼管通常采用鋼板作為原料,而螺旋埋弧焊鋼管則主要使用熱軋卷板進行生產。熱軋帶鋼機組軋制工藝具有一系列優點。熱軋卷板在軋制過程中,由于采用了水冷卻系統加速冷卻,使得低合金成分就能達到特殊的強度等級和低溫韌性,從而改進了鋼材的可焊性。此外,卷板的合金含量(碳當量)往往低于相似等級的鋼板,這也進一步提高了螺旋焊管的可焊性。
由于卷板軋制方向并非垂直鋼管軸線方向(夾角取決于鋼管的螺旋角),而直縫鋼管的鋼板軋制方向則垂直于鋼管軸線方向,因此螺旋焊管材料的抗裂性能相較于直縫鋼管更為優越。這一特點使得螺旋焊管在承受復雜應力環境時,具有更高的穩定性和可靠性。
焊接工藝的比較
從焊接工藝角度來看,直縫埋弧焊和螺旋埋弧焊雖然采用了相同的焊接方法,但在具體實施過程中存在顯著差異。直縫焊管在生產過程中不可避免地會產生大量的丁字焊縫,這些焊縫的存在大大增加了焊接缺陷的概率。丁字焊縫處的焊接殘余應力較大,焊縫金屬往往處于三向應力狀態,從而增加了產生裂紋的可能性。此外,根據埋弧焊的工藝規定,每條焊縫均應有引弧處和熄弧處,但直縫焊管在焊接環縫時,往往無法達到這一條件,導致熄弧處可能存在較多的焊接缺陷。
相比之下,螺旋埋弧焊鋼管在焊接過程中采用了自動雙絲雙面埋弧焊工藝,焊縫間隙控制裝置確保了焊縫間隙滿足焊接要求,并嚴格控制管徑、錯邊量和焊縫間隙。帶鋼的頭和尾部采用單絲或雙絲埋弧焊進行焊接,并在卷成鋼管后自動進行埋弧焊修復焊接。在線連續超聲波自動傷儀對焊接的焊縫進行檢查,確保對螺旋焊縫進行100%的無損檢測。這一系列嚴格的工藝控制,使得螺旋埋弧焊鋼管的焊接質量更加穩定可靠。
強度特點的比較
在承受內壓時,鋼管通常在管壁上產生兩種主要應力:徑向應力δY和軸向應力δX。焊縫處合成應力δ的計算公式為δ=δY(l/4sin2α+cos2α)1/2,其中α為螺旋焊管焊縫的螺旋角。螺旋焊管焊縫的螺旋角一般為50-75度,因此螺旋焊縫處合成應力是直縫焊管主應力的60-85%。這意味著在相同工作壓力下,同一管徑的螺旋焊管比直縫焊管壁厚可以減小,從而提高了材料的利用率和鋼管的承載能力。
此外,直縫鋼管上的主應力正好垂直于鋼管較低抗沖擊性的方向,而螺旋鋼管則錯開了這一方向,使得螺旋管焊縫長的劣勢轉變成了優勢。這一特點使得螺旋焊管在承受復雜載荷和沖擊載荷時具有更高的抗變形能力和抗破壞能力。
應用范圍的比較
直縫埋弧焊鋼管和螺旋埋弧焊鋼管在應用領域上各有側重。直縫焊管由于生產成本較低、工藝簡單,易于生產大口徑管道,因此在一些對鋼管強度要求不高的場合得到了廣泛應用。然而,由于其焊接缺陷率較高、殘余應力較大等缺點,限制了其在高壓、高溫等惡劣環境下的使用。
螺旋埋弧焊鋼管則以其高強度、高耐壓性能、良好的抗裂性能和穩定的焊接質量等優勢,在石油、化工、天然氣等高壓、高溫、腐蝕性強的環境中得到了廣泛應用。此外,螺旋焊管還具有良好的適應性和靈活性,可用于輸送各種介質如水、氣、油等,滿足不同領域的需求。
盛仕達螺旋鋼管廠家主要生產螺旋鋼管、螺旋管、防腐螺旋鋼管、涂塑螺旋鋼管、鋼護筒、開平板等一系列產品,并備有各種型號材質彎頭、法蘭、三通、鍛制管件等大量現貨庫存,減少供貨時間,降低成本,保證為客戶提供滿意的產品和服務!

掃描關注微信公眾號
關注微信公眾號